銅及銅合金的工藝性能(今日銅價(jià))
2023-05-12
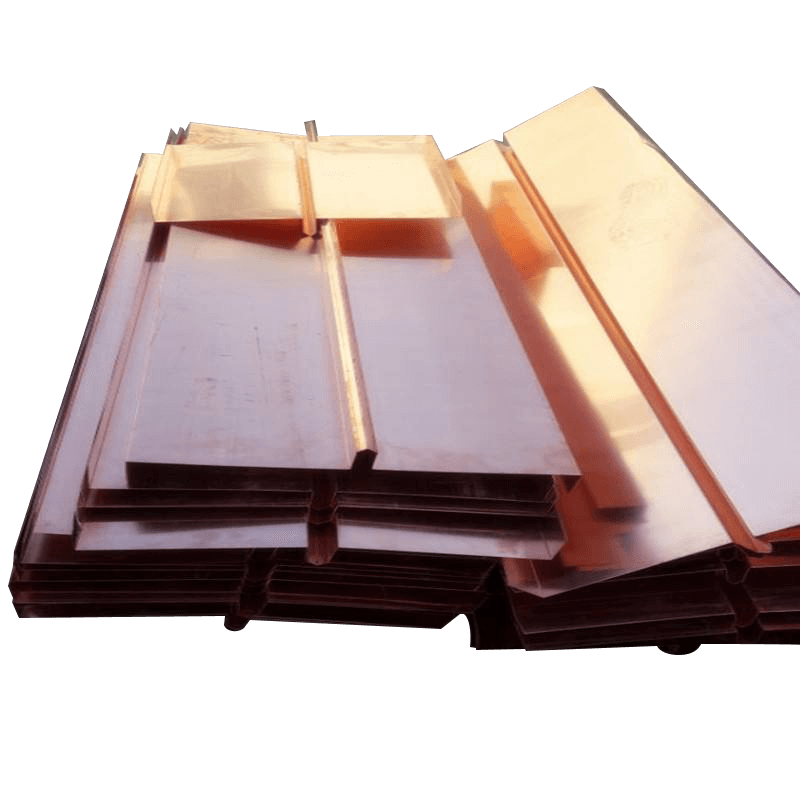
1、壓力加工性能
純銅是面心立方晶體結(jié)構(gòu)(fcc),常溫下有12個(gè)滑移系,塑性變形能強(qiáng),可以在冷、熱狀下進(jìn)行各種壓力加工成型,如彎折、擠壓、軋制、拉技旋壓、沖壓及自由鍛、模鍛等,可加工成各種形狀,如板、帶、箔、管、體線、型及其他特殊形狀的產(chǎn)品。
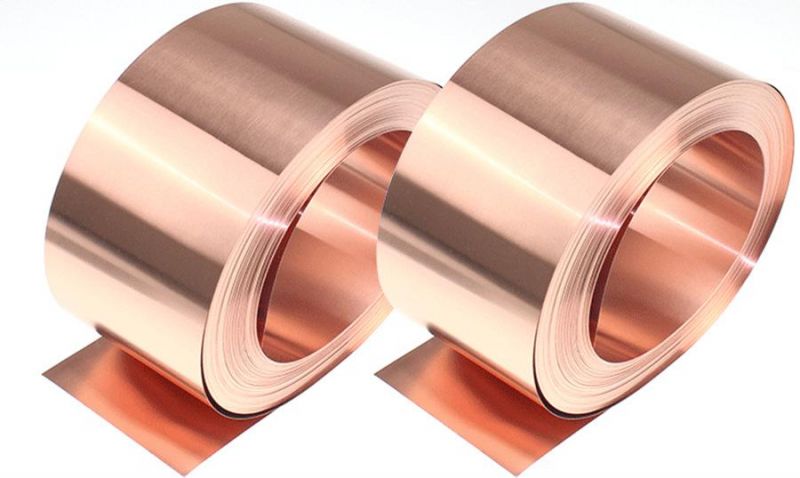
熱軋后的純銅坯料冷軋總加工率可達(dá)98%以上。純銅熱擠壓棒坯可以經(jīng)過(guò)85%加工率冷拉成小直徑棒材。完全退火后的純銅線坯拉成細(xì)線的加工率達(dá)98%。
大多數(shù)銅合金都是單相a固溶體,因而大多數(shù)銅合金具有極好的冷、熱日力加工性能,如普通黃銅、普通白銅和大部分高銅合金。普通黃銅在兩次退火電間的冷加工率可達(dá)65%~95%。鋁青銅、普通白銅的變形抗力雖然較大,但在軋制帶材時(shí),連續(xù)軋制加工率可達(dá)到70%以上而不必進(jìn)行中間退火。正因?yàn)槿绱耍B續(xù)軋制、連續(xù)拉伸是銅加工生產(chǎn)***重要、***常用的方法之一。
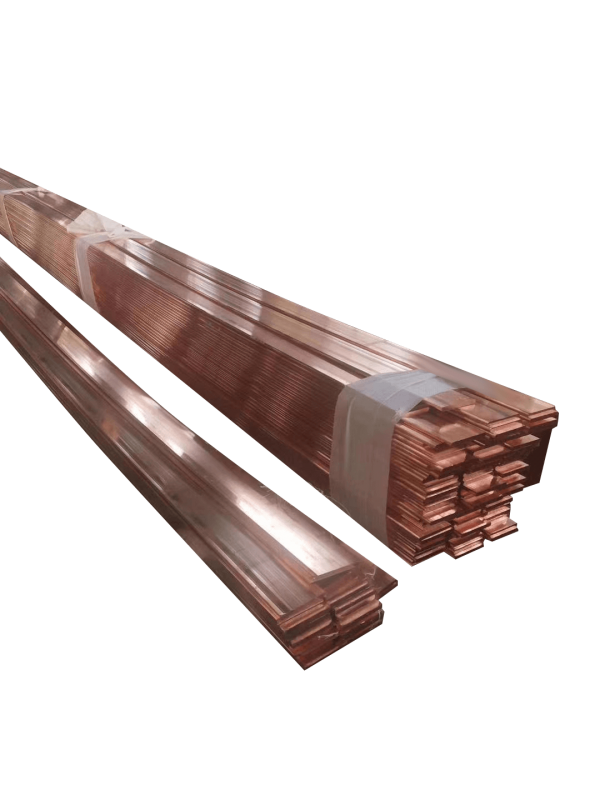
具有第二相(如B相等)的高鉛黃銅、高錫青銅、鋅白銅等少數(shù)銅合金不宜熱軋,但可以進(jìn)行熱擠壓和各種冷加工。因此,幾乎所有銅合金都可以采用連鑄-冷軋或連鑄-冷拔這樣近終成型的短流程加工成材。
各種復(fù)雜銅合金受其合金特性影響,易產(chǎn)生成分和結(jié)晶組織偏析,給加工過(guò)程帶來(lái)一定困難。但是,如果在鑄造時(shí)采取低速、緩冷等工藝措施,減少鑄造應(yīng)力和偏析程度,并進(jìn)行適當(dāng)?shù)木鶆蚧療崽幚恚@些合金仍然可以進(jìn)行熱、冷加工。
1.2 鑄造性能
銅合金的鑄造具有悠久的歷史,自古以來(lái),考古出土的各種青銅器種類繁多,大到銅鼎、銅鐘等大型器物,小到銅槲、銅錢幣等。目前,各種大型銅像銅雕塑等仍然采用鑄造的方式進(jìn)行生產(chǎn)。同時(shí),所有的加工銅合金均首先進(jìn)行了鑄造,而后進(jìn)行了加工,因此銅及銅合金具有優(yōu)良的鑄造性能。
1.3 可焊性
銅合金適合于軟釬焊和硬釬焊,許多銅及銅合金還可以用各種氣焊、保護(hù)電弧焊和電阻焊進(jìn)行焊接。添加少量磷可以提高銅合金材料的焊接性能。表1-106列出了主要銅合金所適宜的焊接方法。
與其他金屬相比,銅及銅合金在化學(xué)成分、物理性能方面有獨(dú)特之處,焊接時(shí)有以下特點(diǎn):
(1)熱導(dǎo)率對(duì)銅及銅合金焊接性能的影響很大,焊接銅及銅合金時(shí),焊接熱量很快傳人母材中,填充金屬與熔池金屬不易很好地熔合,易產(chǎn)生焊不透的那象,焊后變形比較嚴(yán)重,外觀成型差。這是由于銅的高導(dǎo)熱造成的,銅的熱導(dǎo)率在20℃和1000℃時(shí)分別為393.6W/(m·K)和326.6W/(m·K),比普通碳大7-1倍,使母材與填充物難以熔合。即使采用熱輸人集中的電弧焊方法來(lái)焊接導(dǎo)熱系數(shù)較低的銅合金,也需要預(yù)熱或焊接過(guò)程中同步加熱。母材厚度越大散熱越嚴(yán)重,越難達(dá)到熔化溫度。焊道層間溫度應(yīng)與預(yù)熱溫度相同。銅合金不像合金鋼那樣常進(jìn)行焊后熱處理,但可控制冷卻速度以盡量減小殘余應(yīng)力和熱脆性。焊接高導(dǎo)熱的工業(yè)銅和低合金銅時(shí),必須選用能保證***大熱輸人量的電流種類和保護(hù)氣體,以補(bǔ)償從焊接區(qū)迅速散失的熱量。
(2)焊接,銅能其中的雜質(zhì)生成熔點(diǎn)為270℃的(Cu+Bi)、熔點(diǎn)為326℃的(Cu+Pb)、熔點(diǎn)為1064℃的(Cuz0+Cu)、熔點(diǎn)為1067℃的(Cu+CuzS)等多種低熔點(diǎn)共晶物。它們?cè)诮Y(jié)晶過(guò)程中分布在枝晶間或晶界處,使銅及銅合金具有明顯的熱脆性。同時(shí)銅和銅合金的膨脹系數(shù)和收縮率較大,增加了焊接接頭的應(yīng)力,更增加了接頭的熱裂傾向。為避免接頭裂紋的出現(xiàn),焊接時(shí)可采取一些冶金措施:嚴(yán)格***銅中的雜質(zhì)含量;增強(qiáng)對(duì)焊縫的脫氧能力,通過(guò)焊絲加入硅、錳、磷等合金元素;選用能獲得雙相組織的焊絲,使焊縫晶粒細(xì)化,晶界增多,使易熔共晶物分散、不連續(xù)。
(3)熔焊銅及銅合金時(shí),氣孔出現(xiàn)的傾向比低碳鋼要嚴(yán)重得多。由于銅及其合金導(dǎo)熱系數(shù)大,熔池停留時(shí)間短,使得焊縫中出現(xiàn)氣孔的傾向加劇,成為銅及其合金熔焊的主要困難之一。所形成的氣孔幾乎分布在焊縫的各個(gè)部位。銅中的氣孔主要是由溶解的氫直接引起的擴(kuò)散性氣孔和氧化還原反應(yīng)引起的反應(yīng)性氣孔。減少或消除銅焊縫中的氣孔,主要的措施是減少氫和氧的來(lái)源和用余熱來(lái)延長(zhǎng)熔池存在時(shí)間,使氣體易于逸出。采用含鋁、鈦等強(qiáng)脫氧劑的焊絲,或在銅合金中加人鋁、錫等元素都會(huì)獲得良好的效果
另外,銅中的鎘、鋅、磷等元素的沸點(diǎn)低,在焊接過(guò)程中這些元素的蒸發(fā)可能會(huì)形成氣孔。因此,當(dāng)焊接含有這些元素的銅合金時(shí),可采用快速焊和含有這些元素的填充絲。
(4) 銅及銅合金在熔焊過(guò)程中,由于晶粒嚴(yán)重長(zhǎng)大、雜質(zhì)和合金元素的滲人、有用合金元素的氧化、蒸發(fā)等,使焊接頭性能發(fā)生很大的變化,如塑性嚴(yán)重變壞、電導(dǎo)率下降、耐蝕性能下降及接頭力學(xué)性能降低等。改善接頭性能的措施,除了減弱熱作用、焊后進(jìn)行消除應(yīng)力熱處理外,主要的冶金措施是控制雜質(zhì)含量和通過(guò)合金化對(duì)焊縫進(jìn)行變質(zhì)處理。但有時(shí)這些措施是相互矛盾的。例如變質(zhì)處理、細(xì)化焊縫組織可改善塑性,提高耐蝕性能,但會(huì)帶來(lái)導(dǎo)電性能的下降,因此需要根據(jù)不同銅合金接頭的要求來(lái)選用。
1.4 銅合金的切削性能
當(dāng)銅合金加入鉛等不溶于銅且易以游離質(zhì)點(diǎn)狀態(tài)分布在晶界上的元素,造成銅合金在切削時(shí)屑料在晶界處斷裂,此時(shí)銅合金具有良好的切削性。由于游離的鉛質(zhì)點(diǎn)具有潤(rùn)滑和減磨的特性,因此,鉛黃銅都具有***高的切削性能,切屑易碎,工件表面光潔,適宜于自動(dòng)高速車床加工零件,同時(shí)可用作減磨零件。銅合金的切削性以HPb63-3(C36000)的切削性為100%,其他則是相對(duì)于 HPb63-3的切削性的比例。切削性***好的鉛黃銅鉛含量在3%左右。
總體說(shuō)來(lái),銅及銅合金的切削性能良好,紫銅類和大多數(shù)青銅、普通白銅約為20%,鋁青銅、硅青銅等約為30%。而黃銅的切削性能則優(yōu)于紫銅和一般青銅及白銅。含鉛和鋅的錫鋅鉛青銅如QSn4-4-4的切削性能可達(dá)HPb63-3的90%。
1.5 電鍍性
銅具有良好的可鍍性。銅合金可以被高熔點(diǎn)金屬如Ni、Ag、Cr 等電鍍,也可以被低熔點(diǎn)的金屬如Sn、Zn等電鍍。
read more
















 電話
電話 微信
微信
 留言
留言